
時計・同部品製造業
当事業場で生産する時計用文字盤は、多品種少量生産となっておリ、種類が非常に多い割には1ロットあたりの生産数量は少ない。この文字盤は大半がプレス加工によって生産されるが、プレス金型のコストを安くするために、金型仕様は順送型で、各ステーションごとにパンチプレートやダイプレートが交換できるものとなっている。また、これら順送型の金型は、大型のものが多く、小さいものでも80〜100kgの重量であった。
このプレートの交換作業は、①プレス機械から金型を外す、②外した金型をいったん別の作業台に載せる、③手作業にて上型と下型を分離して行っている。
①から③の交換作業には次のような問題点があった。
- 金型を上型と下型に分離する際に、金型に指をはさむ危険及び足等に金型を落下させる危険
- 無理な姿勢による上型と下型の分離作業による腰痛の発生

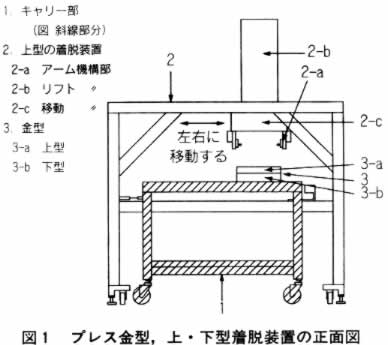
上記のしたような問題点を解決するために、プレス機械から取り外した金型の上型と下型を機械により自動に分離させ、併せてプレートも手指でプレートをめくったり、引き出したりすることなく容易に交換できる装置(図1)を考案した。
なお、装置は次の2つからなる。
- キャリー部(図2)
これは、プレス機械から取り外した金型を固定した上型と下型に分離する装置に移送する装置である。また、併せて交換するダイプレートやパンチプレートの取外し機能も持っている。取外し機能は、プレートを固定しているピンやエアシリンダーを利用して下から押し上げるものである(図3)。また、金型のキャリー部へのセットを容易にするため高さはプレス機械と同じ高さに設計している。 - 上型の着脱装置部(以下、着脱装置部という)
これは、キャリー部を固定する機能および金型の上型を取り外す機能を有している。
また、逆に取り外した上型を下型に取り付けることも行う。いずれもボタン操作で自動で行うことができる。
実際の作業の流れと装置の動きは次のとおりである。
- ① プレスから取り出した金型をキャリー部にセットする(図2のイ)。
- ② キャリー部を着脱装置部に移動し、所定の位置に固定する。
- ③ 着脱装置部に取り付けられているアームが上型を保持し持ち上げ、下型から分離する。アームは、分離させた上型を180度回転させキャリー部の所定位置(図2の口)にセットする。なお、下型部分の位置に変化はない。
- ④ 上型と下型に分離した金型を載せたキャリー部をそのままの状態で、各ステーションのダイプレートやパンチプレートを固定しているピンをシリンダーを使用した機構で取り外しプレートの交換を行う。
- ⑤ プレートの交換完了後、再びアームが降りてきて、上型を保持し持ち上げて、下型のある所定位置まで移動し、上型を180度回転させて降ろしながら下型とセット(組み合わせる)する。
なお、それぞれの操作は押しボタンスイッチにより自動で行われるが、誤作動が起こらないように各種の安全装置が施されている。

- 金型の上型と下型の分離作業を手作業で行うことがなくなり、指をはさむ危険がなくなった。
- 重量物である金型を持つ作業が減り、腰痛等の防止につながった。
- プレートを固定しているピンをシリンダー機構により自動で取り外すので、プレートの交換が容易になり、作業効率の向上となった。
平成7年12月〜平成8年3月

約100万円

有り