
製鉄・製鋼・圧延業
圧延された熱鋼の先端部は冷却水によって硬化しており、そのまま仕上げ圧延機に送るとロールを割損したり、品質に悪影響を与えるためフライングシヤーで先端の不良部分を約400mmカットしている(図1)。 そのため、フライングシヤーバイト(刃)の整備は重要な管理項目となっている。
従来、フライングシヤーの刃の点検・取り替え作業は、機械のエアーを止め、残圧を抜いた後、2人で行うがブレード部分は固定されておらず、作業時(図2)にブレードが上下一対で回転するため1人はブレードが回転しないように手でブレードを支え、もう1人が刃の取り替え、付属品の取り外し等作業を行っていたが、次のような問題があった(図3)。
- ① グレードを支えきれずに下刃で足を裂傷
- ② 回転を止めようとして刃に手を持っていき、支えきれず手を切断
- ③ 急に回転したので驚き持っていた刃を落下させ足に当たり負傷
- ④ 回転を止めようとして刃で負傷
- ⑤ 一方、省力化で作業者が減少し、2人作業が困難になった

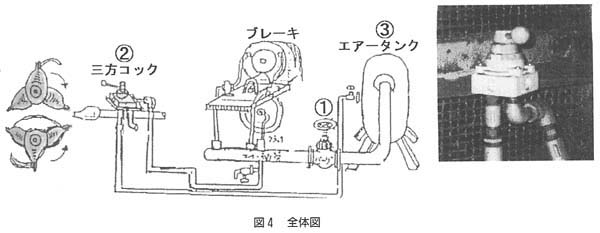
そこで、エアータンクからブレーキヘの配管にバイパスを取り付け、その中間に三方コックを設置し、三方コックでブレーキのエアーを出し入れすることにより、ブレードを自由な位置で固定できる装置を考案した(図4)。また、目で見る標準化として三方コックの横に操作手順の看板を取り付けることにした。
【操作方法と動作原理】
- ①のエアーバルブを閉める。
- ②の三方コックの弁を閉にする。(①のエアーバルブ配管のエアーからクラッチ、ブレーキ配管までのエアー残圧が抜ける。エアー残圧が抜けたことでブレーキが開放され、ブレードが自在に回転できる。)
- ②の三方コックの弁を開にする。(③からのエアーが三方コックを通してブレーキ配管に流れ、ブレーキがかかる。)
- 2,3の操作を繰り返すことにより自在にブレードの位置を変え、固定する事ができる。

- 安全性の向上
刃で手をはさむ・切り傷の危険がなくなった。 - 作業性の向上
刃の取替時は2人作業で行っていたが、考案後は1人で安全にできるようになった。また、ブレードを自由な位置で容易に変えられるため、作業時間が短縮した。
従来 20回/月×20分/回→改善後 20回/月×10分/回
平成10年11月〜12月

1系列1台 3万2千円

無し