
��S����������
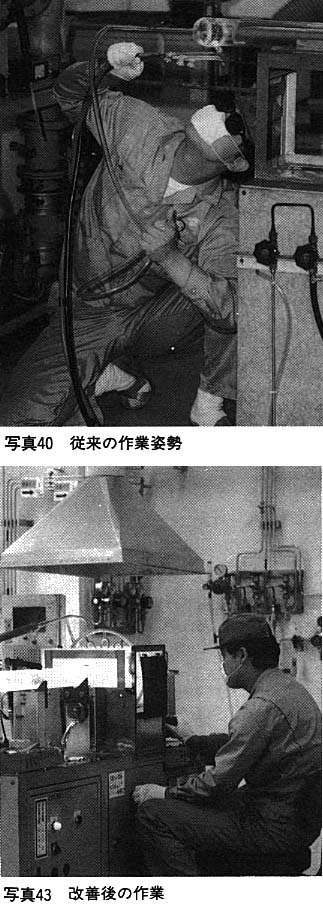
�����Ə�ł́A��������Ήp�ǂɕ������ćV�|V�������������Ă��邪�A�]���A������Ƃ͌��������[�U�����Ήp��(�Е�����)�ƐΉp�L���b�v��˂����킹�A�o�[�i�[�iO2�AH2�̍����K�X�j�ŗn�ڂ��Ă������߁A���̂悤�Ȗ�肪����A���̉��P���]�܂�Ă����i�ʐ^40�j�B
- ①�@�Ήp�ǂɉ�]�����^�����Ȃ��̂ŁA��Ǝ҂ɂƂ��ẮA�s���R�Ȏp���ƒ����Ԃ̔M���ɂ����̓I���S���傫���B
- ②�@�n�ڎ��ɔ�������Ήp�q���[���ɋǏ��r�C�ݔ����{���Ă��邪�A��Ƃ̓s���Ől�̓���ɐݒu���Ȃ���Ȃ炸�r�C�����������B

�Ήp�Ǘn�ڑ��u�̊T�v���}34�A�}35������ʐ^41�A42�Ɏ����B
�o�[�i�[�t�������O[1]�����ތ`�ŁA�Ήp��[A]�ƐΉp�L���b�v[B]���Z�b�g���i�ʐ^41�j�A�Ήp�L���b�v����N2�K�X������ʗ����Ȃ����ʐ^42�Ɏ����Ό�(H2�g�p)����ă����O�o�[�i�[�ɓ_����B
�����O�o�[�i�[[1]�́A�쓮���u[3]�ɂ��n�ږʂɉ����Ė�20°������]���邪�i�}35�j�A�n�ږʂ��ψ�ɉ��M���ꂽ���_�ŁA�쓮���u[4]�ɂ��Ήp��[A]�ƐΉp�L���b�v[B]���A�ڐG�����ėn�ڂ���B
�Ȃ��A�K�X������[5]�Ńo�[�i�[�̉��̋��x���A�쓮���u[3]�ʼn�����]���x������A�����ǂ̓����ɍ��킹�����p���\�ł���B
����A�n�ڈʒu�̑O�ʂɎՌ�����єM�Ղւ����A����ɋǏ��r�C���u���ݒu����Ă���i�ʐ^43�j�B

- ���u�ƍ�Ǝ҂̊ԂɔM�Ղւ����ݒu���ꂽ���߁A�M�����ɘa���ꂽ�i��20�����~�j�B
- ���ʎp���ō�Ƃ��ł���悤�ɂȂ������߁A���̓I���S���y�����ꂽ�i�ʐ^43�j�B
- �����O�o�[�i�[����̋Ǐ��r�C���u�̐ݒu���\�ɂȂ�A������i�Ήp�q���[���j�����������B
���P�O0.82mg�^m3→���P��0.08mg�^m3�i5��̑���̕��ρj - ���f�iH2�j�A�_�f�iO2�j�̎g�p�ʂ�1�^6�ɒጸ���A��Ǝ��Ԃ�1�^10�ɏk�����ꂽ�B
���a60�N1���`7��

180���~

�L��