
製鉄・製鋼・圧延業
当事業場の線材工場では、熱間圧延孔型ロールについて、圧延材がロールにかみこみやすくするため、また、製品表面の品質を確保するために、必要に応じロール面に付着したさびやロール表面の荒れを除去する作業を行っている。
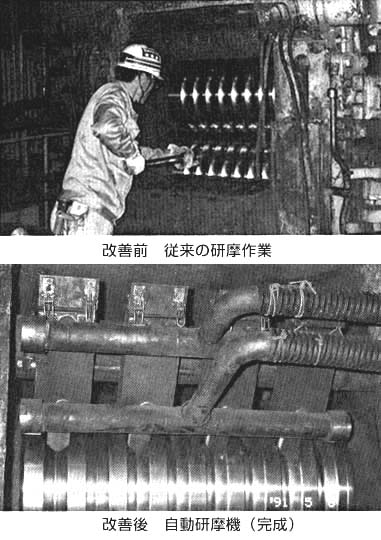
この作業は、カニバサミ(治具)に、と石を挟み、回転しているロールに押しつけ、人力でロール表面のさび落し等をする研磨作業である。作業中ロールに腕を巻き込まれたり治具で手を挟まれる危険があった。

このような巻き込まれの危険性を排除するために、水力により自動的に研摩できる装置を考案した。
この装置は、前進ヘッダーの水力(約2.5kg/cm2)により、と石取付金具を押し上げ、装着されたホルダー内を前進し、と石をロール表面に押し付けることにより、さびなどの研摩をする。研摩が完了すると、後進ヘッダーの水力により、と石取付金具を押し下げ、と石が元の位置に保持されるようになる。
なお、この水圧の微調整は、コックレバーの切替えにり、コントロールできるので、ロール表面に強いさびなどが発生し落ちにくい場合は、切替えコックレバーを全開(約3.2kg/cm2)にすればほとんど落ちるようになる。
熱間圧延孔型の数は1ロール当たり8カ所あり、その一つ置きの間隔、つまり4カ所の孔型を同字に研摩できる仕組みになっている。
研摩中の孔型以外の4カ所の孔形には、通常の線材材料が圧延されても支障はない。

当自動研摩機は、水流を切換える切替コック・レバーを操作するだけで、ロールの表面研摩が可能となり、人力で回転物に触れずに研摩作業ができるようになり、巻き込まれや挟まれなどの危険性がなくなった。
また、ロール研摩ホルダーを圧延機本体に固定することにより、と石がロール本体に一定の角度で接触するため、安定した研摩ができるようになった。
本考案では、他の回転物の研摩作業への応用が考えられるので、幅広い活用を期待する。
1987年10月〜'88年12月(15カ月)

製作費として35万円/台

無し